

|



- 起订量 (千克)价格
- 25-100¥18.9 /千克
- ≥100¥18 /千克
- 品牌:东丽
- 货号:009
- 发布日期: 2024-05-18
- 更新日期: 2026-03-30
| 品牌 | 东丽 |
| 货号 | 009 |
| 用途 | 汽车领域的应用 电气/电子应用领域 |
| 牌号 | CM1041LO |
| 型号 | CM1041LO |
| 品名 | PA6 |
| 外形尺寸 | 颗粒 25KG包 |
| 厂家 | 东丽 |
| 是否进口 | 是 |

Amilan CM1041LO
PA6
东丽 (TORAY)
产品描述
日本东丽, Amilan系列PA6 型号 Amilan CM1041LO
聚酰胺(PA,俗称尼龙)是美国DuPont公司开发用于纤维的树脂,于1939年实现工业化。20世纪50年代开始开发和生产注塑制品,以取代金属满足下游工业制品轻量化、降低成本的要求。PA具有良好的综合性能,包括力学性能、耐热性、耐磨损性、耐化学药品性和自润滑性,且摩擦系数低,有一定的阻燃性,易于加工,适于用玻璃纤维和其它填料填充增强改性,提高性能和扩大应用范围。PA的品种繁多,有PA6、PA66、PAll、PAl2、PA46、PA610、PA612、PAl010等,以及近几年开发的半芳香族尼龙PA6T和特种尼龙等新品种。以下关于日本东丽 PA6 材料简单介绍 ,想了解PA6 Amilan CM1026 的更多详细性能参数,欢迎来电咨询索取物性表。Amilan CM1041LO Toray Resin Company Nylon 6 可用于吹塑成型
东丽AMILAN ,尼龙66,尼龙6具有杰出平衡的力学性能。在equiliblium杰出韧性水分含量。杰出的耐化学性和耐油性。杰出的磨损和耐磨损性。几乎所有的级别都自动熄灭。该阻燃等级被评为美国UL 94VO 。优秀的长期耐热性在长期连续的高温度范围( 80至150 ℃)。牌号与玻璃纤维等材料加固提供优越的弹性模量和强度。低渗透提供汽油和出色的气体阻隔性能
3耐热,使用温度范围宽,可在-450c至+1000c下长期使用,短时耐受温度达120c-500c
4,有优良的电气性能。在干燥环境下,可作工频绝缘材料,即使在高湿环境下仍具有较好的电绝缘性。
5,制件重量轻、易染色、易成型。因有较低的熔融粘度,能快速流动。易于充模,充模后凝固点高,能快速定型,故成型周期短,生产效率高。
成型性能
1,结晶料,熔点较高熔融温度范围窄,热稳定性差,料温超过300度、滞留时间超过30min即分解。较易吸湿,需干燥,含水量不得超过0.1%
2·流动性好,易溢料。宜用自锁时喷嘴,并应加热。
3·成型收缩范围及收缩率大,方向性明显,会发生缩孔、变形等。
4,模温按塑件壁厚在20-90度范围内选取,注射压力按注射机类型、料温、塑件形状尺寸、模具浇注系统选定,成型周期按塑件壁厚选定。树脂粘度小时,注射、冷却时间应取长并用白油作脱模剂。
5·模具浇注系统的形式和尺寸,增大流道和浇口尺寸可减少缩水。
热稳定性PA6 日本东丽 AMILAN CM1026
Amilan® CM1026聚酰胺6Toray Resin Company产品说明:Amilan® CM1026是一种聚酰胺6(尼龙6)产品 它,在北美洲、欧洲或亚太地区有供货。 典型应用领域为:汽车行业。
特性包括:阻燃/额定火焰耐热 中等粘度
PA6是合成材料中的主要品种之一,2000年 聚酰胺的产量达411812kt, 主要用于生产纤维薄膜、工程塑料等。聚酰胺的废料来源主要有两部分,一部分是生产中所产生的废屑、边角料等,此类产品杂质少,可进行熔融造粒再生,以一定比例与纯聚酰胺切片混合,再加工 部分是废弃的旧地毯、轮胎帘子线、工程塑料等,由于这一部分含杂质较多,目前基本上采用填埋或焚烧的方法处理, 但由于可供填埋的场地不断减少,致使填埋费用不断上涨,而简单焚烧带来严重的二次污染等诸多问题越来越引发环境与材料的可持续发展问题间的矛盾。
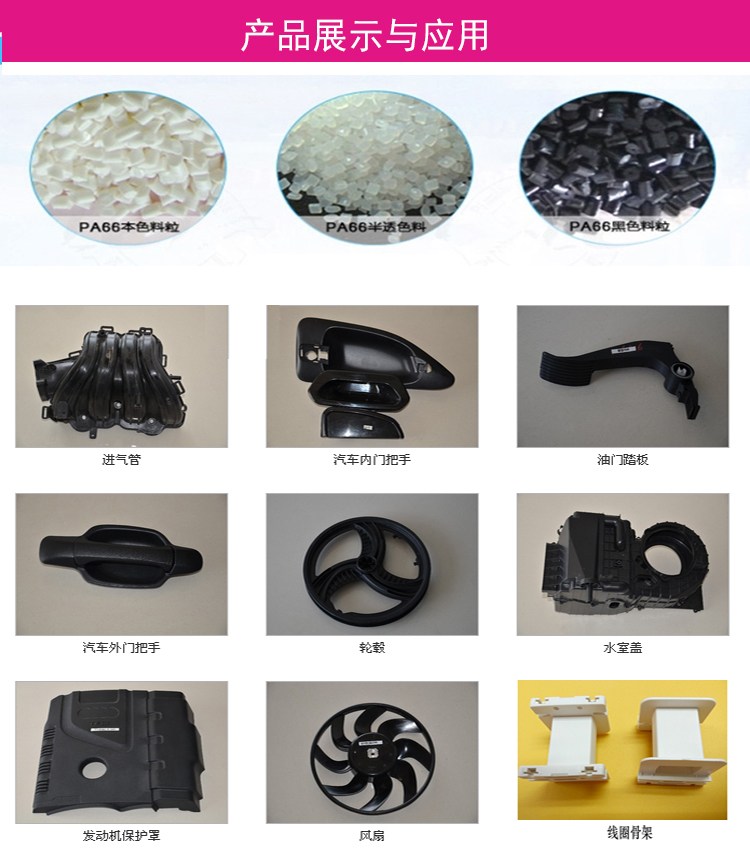
应用范围
PA6尼龙塑料工业生产中泛用于制造轴承、圆齿轮、凸轮、伞齿轮、各种滚子、滑轮、泵叶轮、风扇叶片、蜗轮、
推进器、螺钉、螺母、垫片、高压密封圈、耐油密封垫片、耐油容器、外壳、软管、电缆护套、剪切机
滑轮套、牛头刨床滑块 电磁分配阀座、冷陈设备、衬垫、轴承保持架、汽车和拖拉机上各种输油管、
活塞、绳索、传动皮带,纺织机械工业设备零雾料,以及日用品和包装薄膜等。
加工工艺
编辑
干燥处理:
由于PA6尼龙塑料很容易吸收水分,因此加工前的干燥特别要注意,如果材料是用防水材料包装供应的,则容
器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴
露超过8小时,建议进行温度为105℃,8小时以上的真空烘干。
融化温度:
230-280℃,对于增强品种为250-280℃。
模具温度:
80-90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶
度很重要,因此建议模具温度为80-90℃。对于薄壁的、流程较长的塑件也建议施用较高的模具温度。增
大模具温度可以提高塑件的刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20-40℃的低温
模具。对于增强材料模具温度应大于80℃。
注射压力:
一般在750-1250bar之间(取决于材料和产品设计)
注射速度:
高速(对增强材料要稍微降低)
流道和浇口:
对于PA6尼龙塑料的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*T(这里T为塑件的厚度)。
如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入
式浇口,浇口的最小直径应当是0.75mm。
物理特性
编辑
注塑模工艺条件
编辑
干燥处理:由于 PA6 很容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则 容器应保持密闭。如果湿度大于 0.2%,建议在 80C 以上的热空气中干燥 16 小时。如果材料已经在空气中暴露 超过 8 小时,建议进行 105C,8 小时以上的真空烘0C,对于增强品种为 250~280C。 模具温度:80~90C。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。
对于结构部件来说结晶度很重要,因此建议模具温度为 80~90C。对于薄壁的,流程较长的塑件也建议施用较高的模具温度。增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。 如果壁厚大于 3mm,建议使用 20~40C 的低温模具。对于玻璃增强材料模具温度应大于 80C。 注射压力:一般在 750~1250bar 之间(取决于材料和产品设计)。
注射速度:高速(对增强型材料要稍微降低)。
流道和浇口:由于 PA6 的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于 0.5*t (这里 t 为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过 早凝固。如果用潜入式浇口,浇口的最小直径应当是 0.75mm。
PA66 在聚酰胺材料中有较高的熔点。它是一种半晶体-晶体材料。PA66 在较高温度也能保持较强的强度和刚度。 PA66 在成型后仍然具有吸湿性,其程度主要取决于材料的组成、壁厚以及环境条件。在产品设计时,一定要考 虑吸湿性对几何稳定性的影响。
为了提高PA66 的机械特性,经常加入各种各样的改性剂。玻璃就是最常见的添加剂,有时为了提高抗冲击性还 加入合成橡胶,如 EPDM 和 SBR 等。
PA66 粘性较低,因此流动性很好(但不如 PA6)。这个性质可以用来加工很薄的元件。 它的粘度对温度变化很敏感。PA66 的收缩率在 1%~2%之间,加入玻璃纤维添加剂可以将收缩率降低到 0.2%~1% 。收缩率在流程方向和与流程方向相垂直方向上的相异是较大的。
供应工程塑料:PC,PBT,TPX,PPS,COC,LCP,PA6,PA6/66,PA12,PA66,
PA46,PA11,PA6T,PA9T,PA612,PA/MXD6,PBT,PC/ABS,PC/PBT,PC/PET,PEEK,PEI,PET,PMMA,
POM,PPA,PPE,PPO,PPS,ASA等
热弹性体:TPX,EVA,EMA,CPE,POE,PBE,POP,TPE,TPEE,TPO,TPR,TPU,TPV等
通用塑料:ABS,AS(SAS),EAA,GPPS,HDPE,HIPS,LDPE,LLDPE,MBS,PP,PVC等
特种塑料:PTFE,PVDF,PFA,ETFE,PCTFE,PEEK,PEI,PPS,COC,LCP等
如未找到您合适的型号,或者有工程技术方面的疑问,欢迎来电来人至我公司咨询,
本公司工作人员竭诚为您服务!
因塑料行情每天都会有变动,页面上有些报价可能会与当天实际报价有所别,仅供参考!请谅解。



-
2026-03-04
LCP LAPEROS A130现货,稳定供应
LCP LAPEROS A130现货,稳定供应 实时库存,原装速发 LCP LAPEROS A130是日本宝理公司生产的一款高性能液晶聚合物(LCP)材料,以其卓越的机械性能、耐热性和加工性能在工程塑料领域占据...
MORE -
2026-03-04
Elastollan C60AW TPE:极端工况下的性能稳定之道
在工业制造领域,极端工况对材料性能提出了严苛挑战。Elastollan C60AW TPE作为一种高性能热塑性聚氨酯弹性体,凭借其独特的化学结构与工艺设计,在高温、高负荷、化学腐蚀等极端环境下展现...
MORE

- 手机:15876161401
- 关于我们 公司介绍
- 产品展示 PA66 索尔维TECHNYL PA6 索尔维TECHNYL 美国杜邦
- 新闻资讯 企业新闻
- 联系我们 联系方式 在线留言




